

Production order end process results in variances due to differences in estimated and realized subassembly setup labor costs.
The issue that we were initially encountering was that we were experiencing large variances in our production costing. Upon further investigation, what we found was that the variances were coming from a subassembly that had been created and was being utilized in the finished good. Reviewing the details on that subassembly and comparing to our realized costs, we found the variance to be related to the labor for the setup time on the operations for that subassembly. On this particular subassembly 20 hours of setup time for a process quantity of 100.00 had been assigned for several operations. Production orders were then created for a quantity of 1.00 of the finished good. The production order estimation included all 20 hours of setup time for each operation. Since the production order was only being created for 1/100th of the process quantity, the expectation was that the setup time should decrease accordingly.
Pertinent setup:
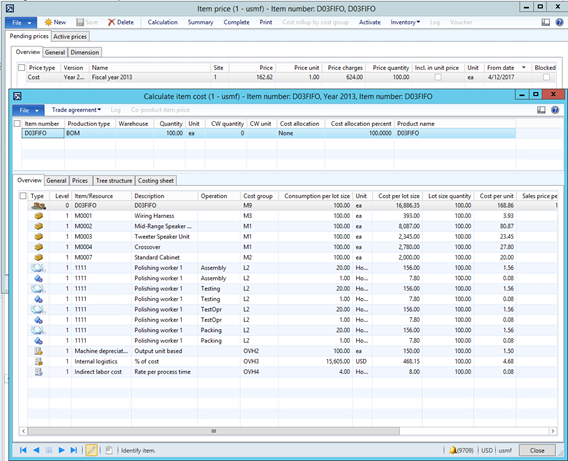
- Route operations for the subassembly were set up with a process quantity of 100.00.
- Route operations for the subassembly were set up with a setup time of 20 hours.
- Cost calculation is completed for a quantity of 100.00 of the finished good resulting in a cost per lot size of $16,886.35 or cost per unit for the subassembly of $168.86.
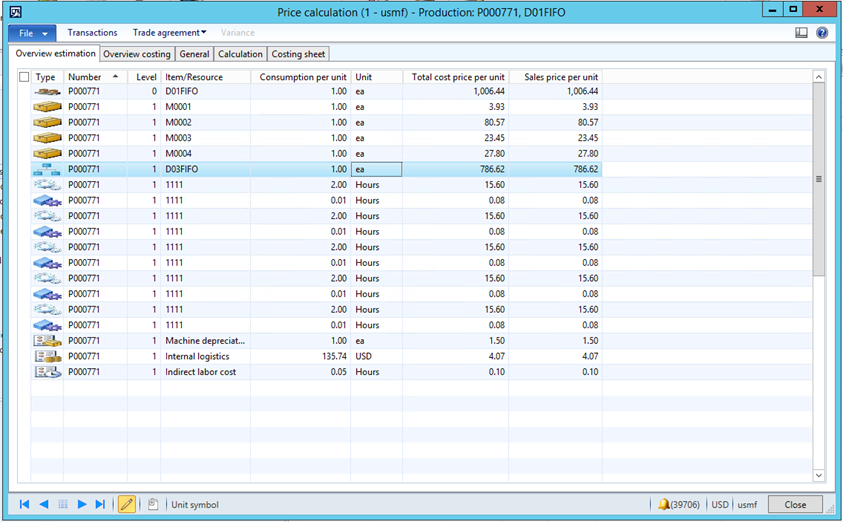
- Production order is created and estimated for a quantity of 1.00 of the finished good.
- Estimated cost on the production order for the subassembly is $786.62. Looking back at the cost calculation this should have been a red flag for this scenario since this is much higher than the cost calculation result.
- Route cards were posted for 12 minutes on each operation.
- Ending the production order resulted in significant variances.
In this example, the determination is that everything is working correctly. The reason for the variance is that setup time does not does not dynamically adjust for differences between the production order quantity and the process quantity since it is assumed that the time to set up the operation is the same regardless of the quantity. The variance received would be expected in the given scenario since the production order was created for a quantity different than the process quantity specified on the operation, but the setup time required and realized was just a fraction of the value estimated for the setup time since the estimated value was for the full process quantity.
Alternate setup options:
- Set up the process quantity, and all corresponding values in a smaller unit. For this particular customer, they determined that they would be commonly producing smaller quantities, so they recreated the route with a process quantity of 1 instead of 100 and adjusted all other values accordingly.
- Create and process production orders only in the process quantity value.
- Include the setup time in a different time category (runtime). Unfortunately this will of course result in loss of visibility of the separation of the time values and categories and may not be possible if costs are associated differently.
- Customization.


